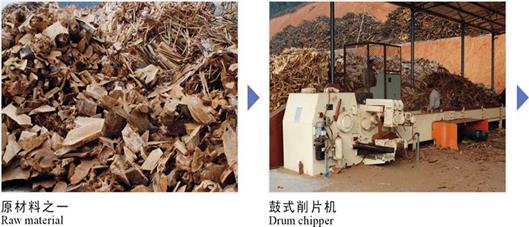
普通刨花板是以小径木、枝桠材、木材加工剩余物、非木质农作物剩余物等为原料,经刨花制备、干燥、铺装成型热压等工段而制成的一种人造板。产品可用于家具、建筑、包装、车辆和船舶内部装修,以及经二次加工可制作饰面刨花板等
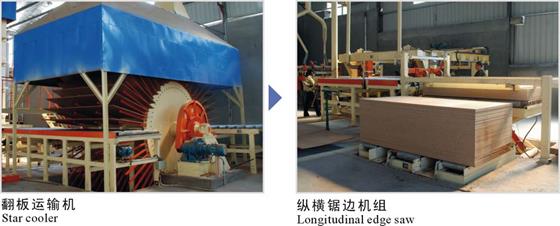
英亚体育官方(中国)有限公司的日产 110-400立方米刨花板生产线,是在吸收、总结国内外技术经验基础上开发的具有本公司技术特色的成套设备,设备经过近三十年持续改进,已形成机械铺装、气流铺装以及转子干燥、通道干燥等多种形式的成熟生产线设备,压机形式有单层、多层和连续压机,幅面覆盖4呎、6呎、8呎、9呎的全系列产品。


.
.