砂光机主要用于人造板的定厚磨削、光整磨削和超精抛光。人造板主要指刨花板、中(高)密度纤维板、 胶合板、石膏刨花板、水泥刨花板、竹材胶合板或其他木质和非木质人造板。
砂光机也可以对金属(如热压板、不锈钢板板和铝板)、PVC、大理石和橡皮布等材料定厚磨削和抛光。
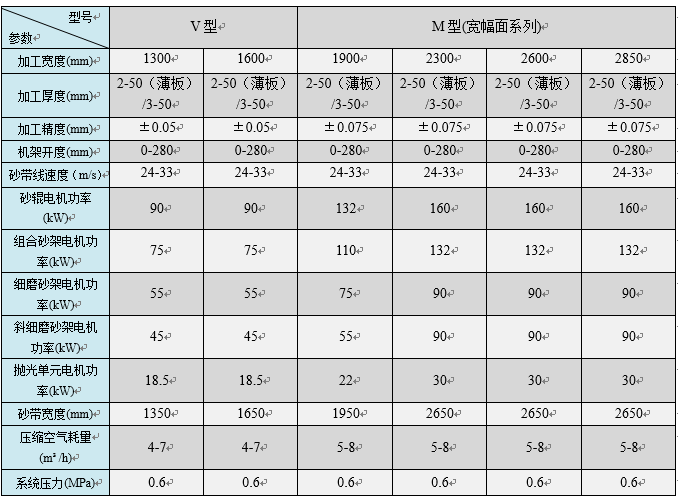
苏福马BSG系列宽带砂光机主要用于诸如刨花板、中密度纤维板或其他木质、非木质板材的定厚和抛光加工。作为苏福马公司重点发展的优势产品,其产品发展历经了三十余年的持续改进与技术创新之路。经Q型系列至M型系列再至V型系列的持续升级换代历程,公司形成了成熟可靠的四至九英尺共百余种机型的砂光机和抛光机及全套辅机产品,能满足与单层、多层和连续压机等各种主线的配套要求。作为国内砂光机制造的龙头企业,公司砂光机技术始终走在国内前列,并逐步跻身国际先进水平, 至2018年底,砂光机已累计实现销售超2500台,国内市场份额遥遥领先,是国内人造板企业的共同选择。围绕 “精细化、高速化、节能化、自动化”的产品发展方向,公司正着力打造新一代全自动化智能型砂光机,以进一步提升我国宽带砂光机自主研发制造的技术水平,实现BSG系列砂光机进入一流梯队的战略目标。